



全自动扎线绕线机的技术工艺
绕线扎线机是近几年才发展起来的新机种,为了适应高效率、高产量的要求,绕线扎线机机种一般都采用多头联动设计,国内的生产厂家大多都是参照了台湾等地的进口绕线扎线机机型的设计,采用可编程控制器作为设备的控制核心,配合机械手、气动控制元件和执行附件来完成自动排线、自动缠脚、自动剪线、自动装卸骨架等功能。
扎线绕线机工艺
绕线工艺及使用材料所引起的常见问题,绕线技术的正确性决定了绕线机能否正常绕线,优秀的绕线技术提供加工效率,减少线材损失,相反,错误的绕线技术使绕线机绕线不符合设计要求,绕线机在作业时需要使用线材和骨架,这些使用的材料对绕线机的正常工作起着非常重要的作用,劣质的漆包线会引起排线不整齐,变形的骨架会使绕线机在绕制时主轴晃动,边缘叠线等问题。
这点就可以看住步进电机属于低转速的,普通电机属于高转速。步进电机可以和现代的数字控制技术相结合(特别适合于机电一体话产品)。不过步进电机在控制的精度、速度变化范围、低速性能方面都不如传统的闭环控制的直流伺服电动机。在精度不是需要特别高的场合就可以使用步进电机,步进电机可以发挥其结构简单、可靠性高和成本低的特点。使用恰当的时候,甚至可以和直流伺服电动机性能相媲美。

扎线绕线机主要构件
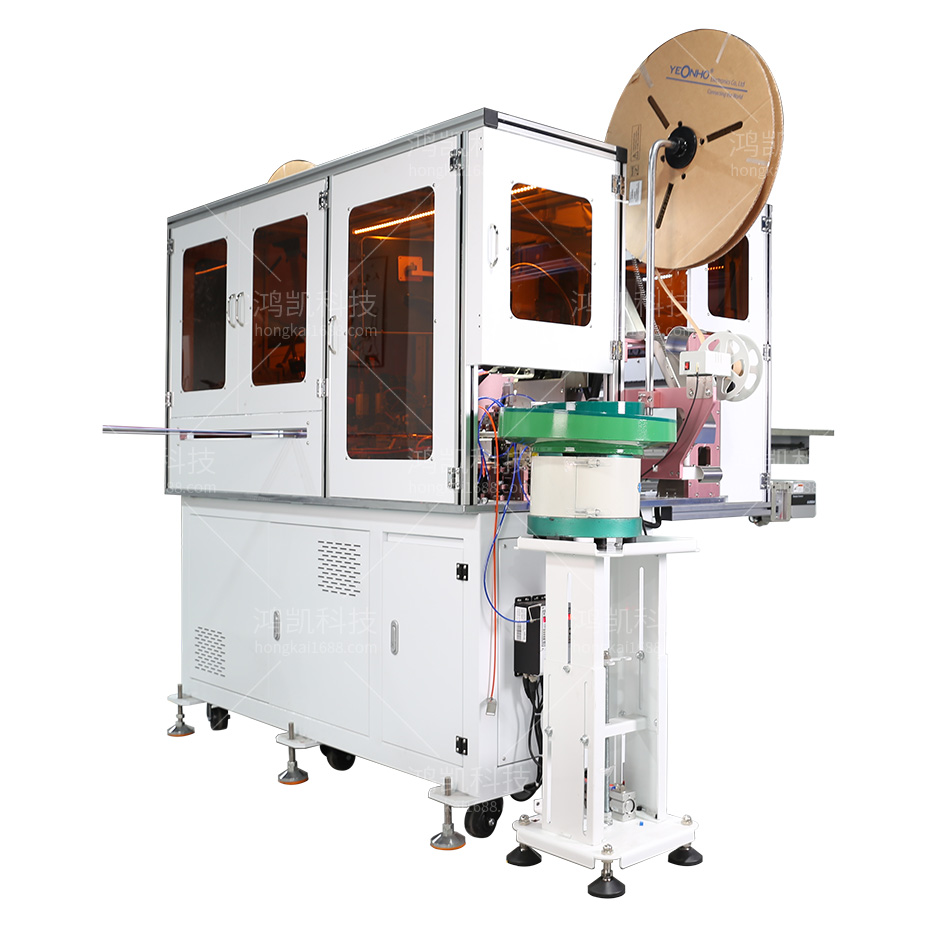
机械结构主要包括设备的基座、轴类零件、固定支撑件,它是绕线扎线机的构成的主体;附件包含的部件较多由陶瓷过线件、夹具、标准连接件等等,有些特殊绕线机还配置有完成特定功能的部件。
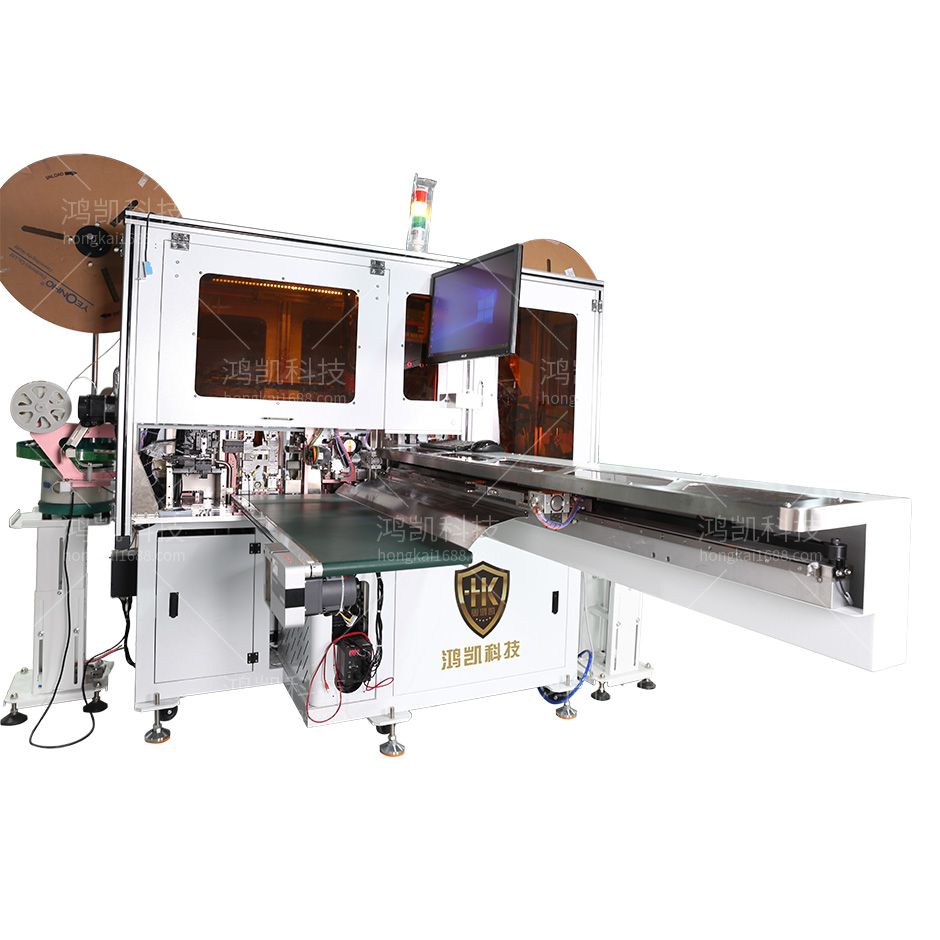
全自动绕线机的基本构造,它主要由主轴系统、排线系统、CNC控制系统、机械结构、附件等部件组成,一般我们常见的全自动绕线机主轴系统都采用交流变频马达来驱动;排线系统由步进电机、位移丝杆、移动光杆组成;CNC控制系统是自动绕线机的控制核心,它将主轴的旋转信号与排线机构的位移信号采集后联动控制,还具有速度控制、计数功能、绕线工艺设定、数据存储等功能;机械结构主要包括设备的基座、轴类零件、固定支撑件,它是全自动绕线机的构成的主体;附件包含的部件较多由陶瓷过线件、夹具、标准连接件等等,有些特殊绕线机还配置有完成特定功能的部件。
一般情况下自动绕线扎线机出现不扎带的情况,都是DT坏了,因为DT坏了,自动绕线扎线机就不能自动的进行扎带,所以出现不扎带的情况,肯定是DT的损坏的情况,其次就有可能是紧力太过紧的情况下也会发生这样的表象,如果是DT损坏,那就要更换DT,如果是紧力过紧就要及时进行调整。
这种类型的放线装置最常见的是应用于变压器绕线机的放线中,优点是放点线与绕线点之间是平行的,所需的空间较小、对设备周围不产生影响,适用于中大型线桶的放线,目前这种类型的张力装置一般是采用摩擦式阻尼实现张力的,也有部分使用电磁刹车器实现的,这种张力装置成本较低、结构简单,需要定期维护及更换摩擦片。
广东鸿凯科技公司热销扎线绕线机产品:扎线机绕线机,绕线机扎线机,自动扎线绕线机厂家,扎线绕线机厂家,生产自动绕线机扎线,全自动扎线绕线机,自动绕线机扎线机交货期快,电脑剥线机价格低,品质保障!





