



切管机给缝补偿处理技巧
在切割过程中往往会存在切割效果不好、切割缝较大等问题。引起这些问题的因素很多。切割氧流量、纯度、氧流形状、压力、预热火焰的功率、被切割金属的成分、性能、表面状态及初始温度等等多种方面都会对最终切割效果产生影响;切管机是数控切割设备中的主要切割设备之一。其中影响大也值得注意的两点因素即:火焰切割热膨胀量的影响、火焰切割路径选择的影响。然而在实际切割过程中很多因素都可以人为的将影响效果控制到相对低。
切管机割缝补偿功能在操作上需要注意的地方包括如下几点:
1、设置了软件补偿以后一般不需要在数控系统上补偿,否则补偿重复尺寸就又会出现偏差了。但如果软件补偿在切割下来后尺寸还差一点,可以通过数控系统再补偿。
2、如果通过数控系统补偿,则应在软件中把补偿量设为零。
3、如果不能确定应该补偿多少尺寸,可以在废料上割一个矩形,测量实际尺寸和编程尺寸计算出需要的补偿量。
4、数控系统在处理小圆弧的补偿时比较困难,如果圆弧比补偿半径还小是切割不出来的,更不能正确补偿(理论上半径变成负数),对这种情况应该考虑修改零件图,或者考虑采用软件补偿以便及时发现问题。

切割路径选择不好,对切割零件的精度就产生影响。对零件切割尺寸与精度产生影响的还有零件与钢板之间的连接刚度。使用切管机进行切割时,应根据实际情况,加工材料的厚度,考虑热膨胀量和切割路劲的影响因素,使用正确的切割方法,保证切割产品的精度,避免浪费。切割路径的选择也会对切割零件尺寸产生影响。
切管机的自动点火功能的工作原理就是等离子弧的燃烧过程,一般机用电源的起弧方式就是非接触性起弧,将切管机的割炬靠近板材2-3mm左右,这个距离是好的。一般等离子切割机起弧后就是直接切割了,因此对于自动点火这一块涉及的还不是很多。一般来讲传统的切割、半自动切割都是需要人工点火的,看似花不了多长的时间,实际上自动点火长时间的使用中不仅解决了人工点火繁琐的问题,很多企业采购的切管机上尽管有了自动点火功能,但是往往应为刚接触或者接触的比较少,因此操作起来还是有一定的问题。
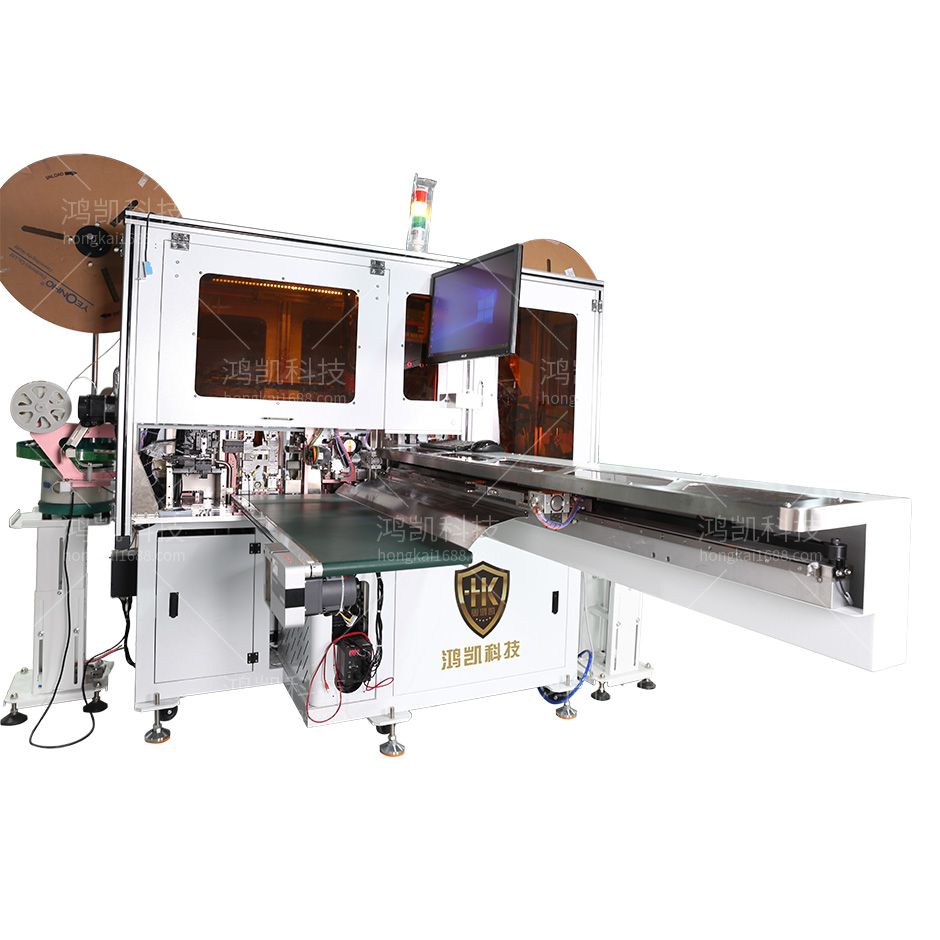
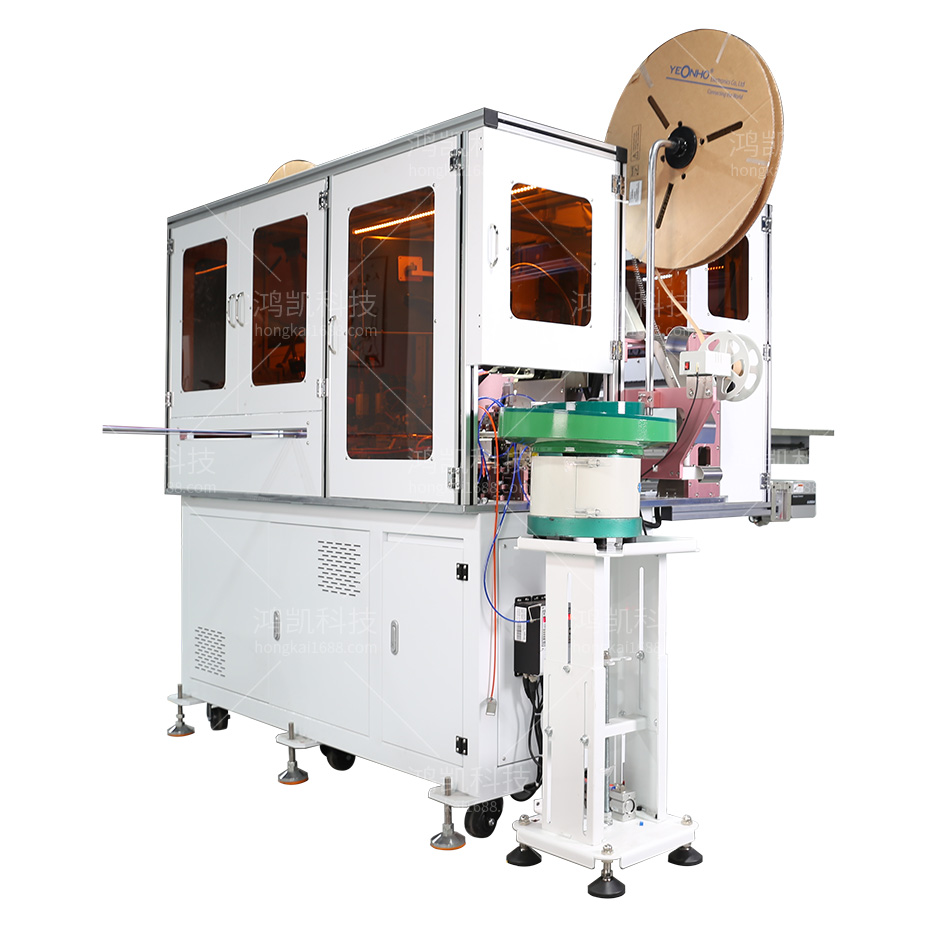
切管机是船舶行业中的典型管道切割配件,锥形管道是船舶中不同管道直径管道之间的过滤原件。也主要用于锥形部位切割,一般锥形设计基于要求高度,这样可以确定锥形部分的长度。切管机长度通常大于粘度计的高度,大转炉钢渣的溅射高度通常长度可以是大约5米。本款切管机设计为6米在要求及精度简而言之,锥形部分的长度根据每个工厂的实际情况确定。锥形管的最大外径取决于内径和锥形管的处理能力,切管机的用途很多比如用于桥梁汽车管道切割、防盗窗的切割等。
广东鸿凯科技公司热销电脑切管机产品:微电脑切管机,电脑切管机,全自动微电脑切管机厂家,广东同轴剥线机厂家,生产全自动电脑切管机,电脑全自动切管机交货期快,微电脑切管机价格低,品质保障!





