



切管机切割过程中无法回到程序起点的原因
切管机切割有坡口怎么办
我们在使用切管机时会发现切割有坡口,斜度有点大,平时我们也会在网站去搜索;不同的等离子电源的割面粗糙程度都有所不同,采用不同的切割气体也会影响切割粗糙度。通过以上我们发现割面倾斜角度和切割材质以及所使用的等离子电源质量有关系。通过多年我们对切管机的安装以及经验,:例如使用数控切割机切铝等质地比较软的金属时,其粗糙度较差,割面不平整,但是在切割碳板时粗糙度基本等同于火焰切割同为25um,倾斜角度偏大。
那造成斜度的原因
1、大一点的切割机割薄板质量会比较好,但小机切厚板质量也不理想。
2、割枪切割的时候没有拿正,也就是没有掌握好切割角度
3、切割出来的割缝和气压有关系,割嘴出的气压太小了割缝质量不好
其实对于懂切管机的人来说有一点斜度也是正常的,一般来说,卸扣坡度在15°以内就是可以的。如果还是不满意可以适当降低等离子喷嘴与钢板的距离,达到满意就成。对切割质量要求很高的话,碳钢板建议还是用数控火焰切割机!
4、割枪的割嘴用的太久没有更换也会影响割缝,割嘴用的久了以后前面的出气空会变形,也就是不怎么圆了,那也就影响到出气的气流,气流一歪,割缝也就歪了。
操作者要想在中途停止工作就必须首先控制切管机回到程序的起点(或钢板的原点),才能在下次工作时续割。切管机很明显,如果切割机在正常工作中突然发生故障(例如:停电、伺服系统故障、控制电脑死机等),因其没有断电记忆功能,导致操作者无法使其回到程序的起点(或钢板的原点)。当故障发生后先排除故障,待切割机恢复正常后采用上述方法使其对零,然后再利用记住的坐标值就可以找到程序的起点(或钢板的原点)。这样就可顺利的实现断点续割,直至将整张钢板切割完毕。
在生产实践中,我们通过给切管机人为设置零点的方法,成功地解决了这个问题。切管机故障发生后返回程序起点(或钢板原点)的问题。不论切割机现在显示的X、Y向坐标是多少,按Z键使其全部归零,此位置便是人为给切割机设置的零点。数控火焰切割机然后根据钢板的位置操作切割机去设定程序的起点(或钢板的原点),设定好后记住此时的X、Y向坐标值,此坐标值就是切割机零点与程序起点(或钢板原点)的相对位置。具体操作方法如下:首先操作切割机,使纵向滑座缓慢接触测量杆,并压缩弹簧使之产生适当变形,此时将百分表表头置“0”;接着用同样方法使另一个对零装置的百分表表头也置“0”。
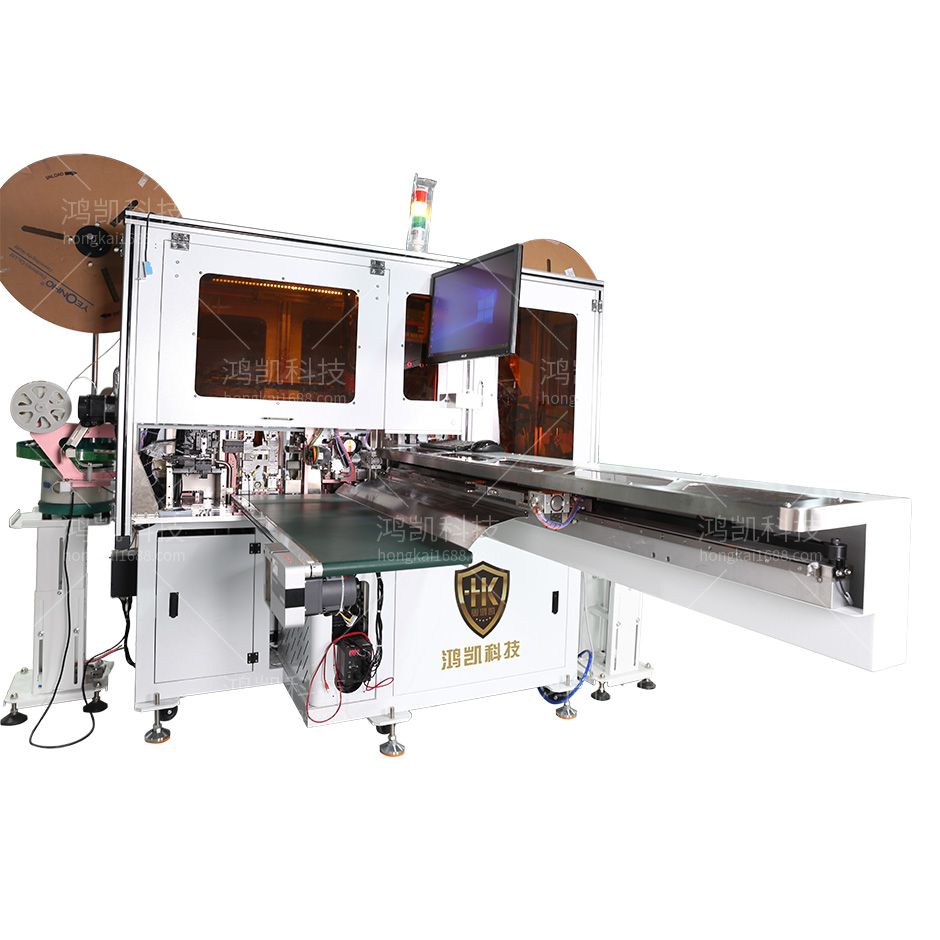
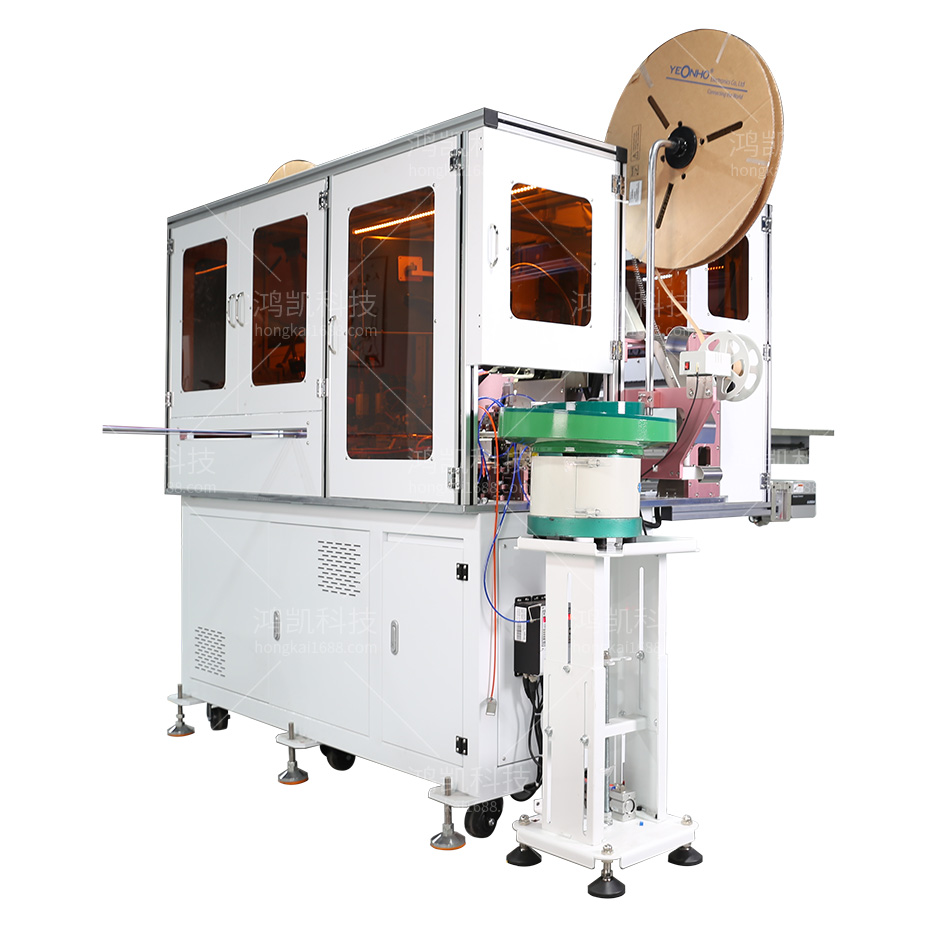
广东鸿凯科技公司热销电脑切管机产品:微电脑切管机,电脑切管机,全自动微电脑切管机厂家,广东同轴剥线机厂家,生产全自动电脑切管机,电脑全自动切管机交货期快,微电脑切管机价格低,品质保障!