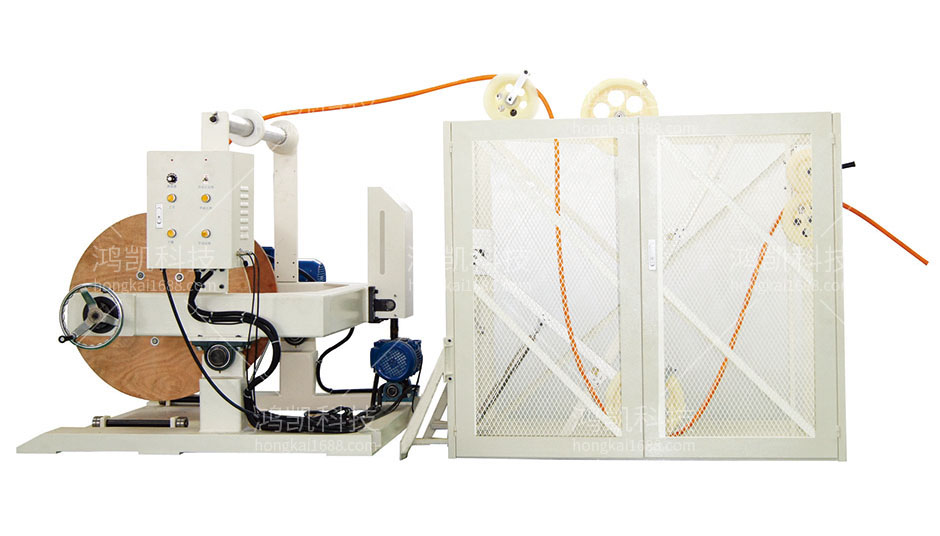




同轴剥线机剥出的线跑偏原因
对于全自动同轴线剥线机来说,同轴线剥线机的走线方向是有偏差的,这是由两个方面造成的。一个是放心控制模块,一个是夹紧位置。
可靠的控制模块决定剥离的精确位置。如果可靠的控制模块出现问题,导致铁芯跑偏,很有可能一边伤到铁芯,另一边被剥开而没有详细的方向偏差。夹紧位置,方向偏差的关键位置在夹爪上。夹爪上有污垢,夹爪歪斜,会导致剥离方向的偏差。另外,固定铁夹螺丝松动间接造成#的卡紧问题,也会发生。
当上述方法不能解决方向偏差问题时,必须联系电缆剥线机经销商寻求帮助。在应用前后,应清洁和维护电缆线和电缆剥离机,以延长使用寿命并确保加工精度。应用后清理自动剥线机。实际操作人员必须每天清理设备,以清除设备表面的污垢和灰尘以及不必要的油污。如果在运行过程中发现设备异常,应首先关闭开关电源,并立即要求设备维护人员进行维护和调整。
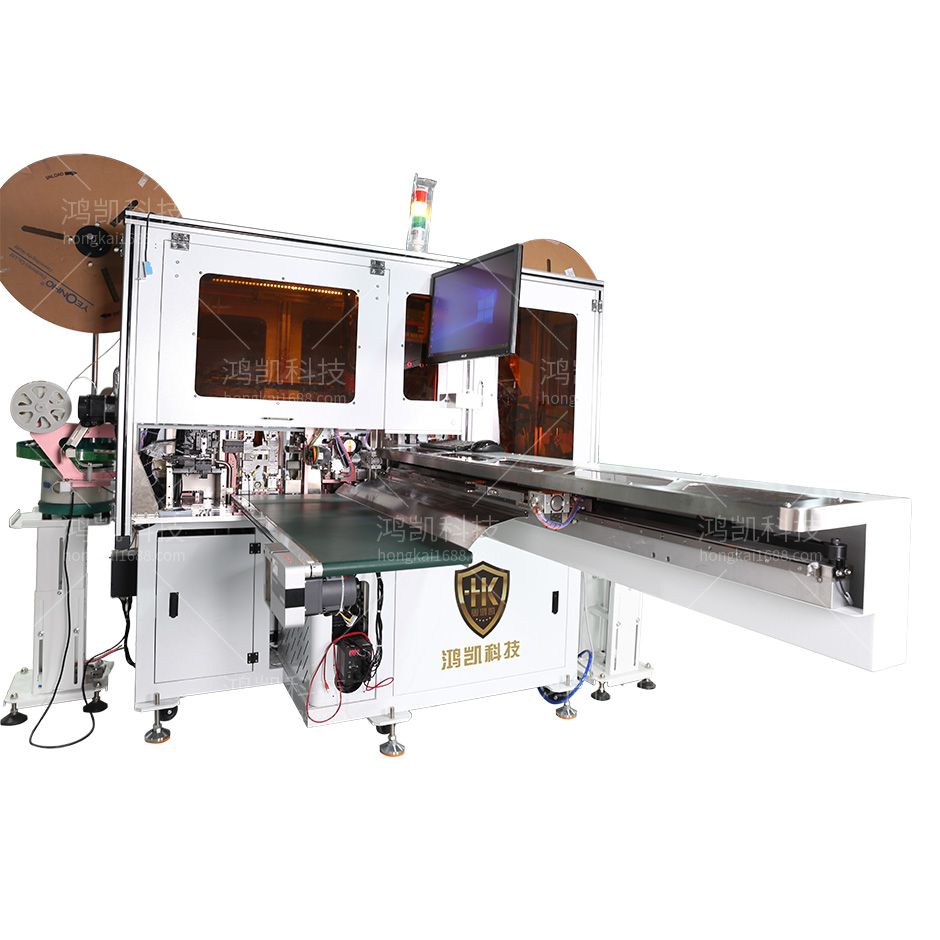
对于电脑剥线机而言,方向偏差发生的关键与物料堵塞、线束本身、软管、送丝轮等诸多因素有关。
同轴线剥线机方向偏差解决方法
材料堵塞导致挤压成型,很可能造成车线束方向偏差;线束本身、线束弯曲、线束质量等问题也很可能出现在剥离方向;软管弯曲、软管不在管理中心、送丝轮松动、这些机器设备本身或中后期应用带来的问题等。
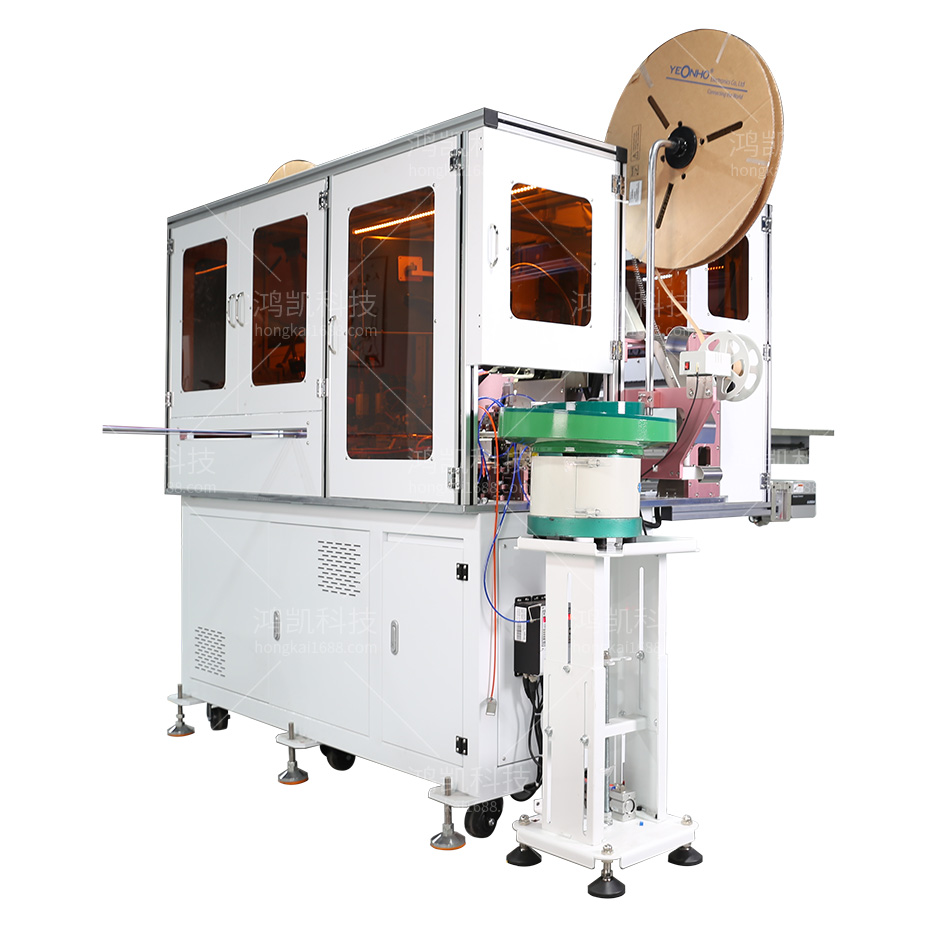
除了同轴线剥线机的实际操作,还要掌握相关的常见问题。同轴线剥线机的实际操作人员只能由经过专业工人指导和培训的工人进行实际操作。实际操作者应掌握机械设备的一般特性和结构,掌握机械设备常见问题的避免、识别和应急处理的预防措施。
生产过程中离开机器设备时,机器设备应中断,保证人应离开机器停止。在机械设备的整个操作过程中,手指不应靠近主轴和弹性卡盘,以免夹伤。当出现常见问题时,应立即袖手旁观,电路短路,烟雾升起,运行时应切断电源变压器。常见问题消除了才能运行,机械设备不能带着常见问题的负荷运行。
另外,虽然是剥皮的难题,但也离不开刀盘的一部分。刀盘偏位、刀盘磨损、刀盘固定位置松动等。,所有这些都会导致剥离线方向的偏差。
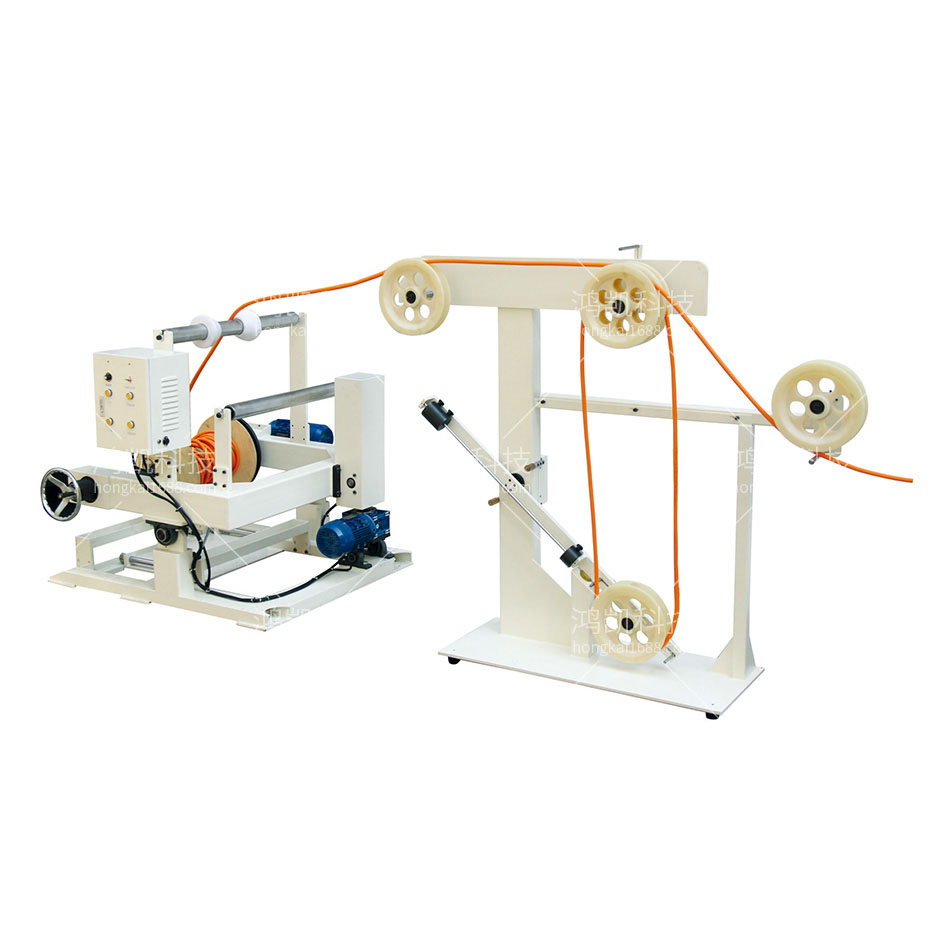
当出现线路方向偏移问题时,首先要确定方向偏移的位置,根据电缆方向偏移的情况,分析判断方向偏移的可能原因,然后进行清点。如果方向偏差仍然存在,可以使用新行进行调试。当上述方法不能解决方向偏差问题时,必须联系电缆剥线机经销商寻求帮助。
广东鸿凯科技公司热销同轴剥线机产品:同轴剥线机,同轴线剥线机,同轴电缆剥线机,全自动同轴剥线机厂家,广东同轴剥线机厂家,生产同轴电线剥线机,全自动同轴线剥线机,半自动同轴线剥线机交货期快,同轴剥线机价格低,品质保障!